
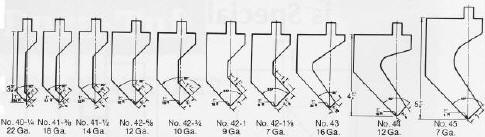
GOOSENECK PUNCHES
Gooseneck punches are used in forming right angle bends, channels
or other special shapes where a straight 90º punch would
interfere. Width of face and depth of cutback are the dimensions
shown. A greater cutback can be furnished but it will reduce the
capacity of the punch. Number 43-44 gooseneck punches are cut
back well beyond centerline allowing a greater return flange.
However, this reduces punch capacity. As the length of the return
flange increases, the width of channel must also increase due
to the taper on the inside of the gooseneck. Number 45 requires
12 inch die space and sufficient ram adjustment to use a general
purpose female die. If press does not have sufficient ram adjustment,
a special height will be required.
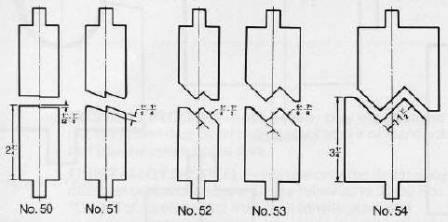
OFFSET DIES
These dies form two 90º bends in one stroke. Note that all
of our offset dies are 1-1/2" wide minimum as the tonnage
required for this type of bend may approach 5 times that required
for a single 90º bend. Dimensions shown indicate amount of
offset from inside to outside of metal thickness. Hat sections
may also be formed if an optional cut-away is ordered on the bottom
die.
Generally speaking, die numbers 50 thru 53 are suitable
for mild steel up to 16 gauge while number 54 may be used with
7 gauge mild steel. However, with certain modifications to angles
and radii the range of these dies may be extended, depending of
course, on press tonnage available.
Many variations of the offset die are also available
including adjustable offset, acute angle offset, open angle offset
with heel, etc. Please submit specs for special die quote.
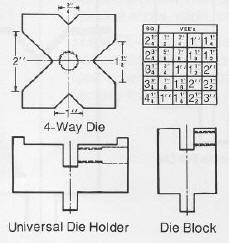
4-WAY DIES & DIE HOLDERS
These dies are useful where different die openings are frequently
required. Any size and configuration of die is available with
the most common being shown in the table at the right.
A Universal Die Holder is recommended for use with the 4-way die
as it allows use of the standard bottom dies without the removal
of the die holder.
Also shown is a Die Block which is used to fill excess die space.
Universal Die Holders and Die Blocks are available in any configuration.
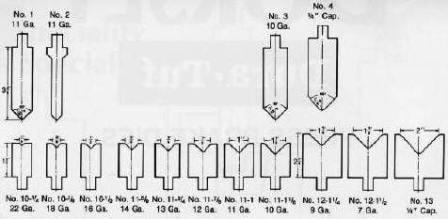
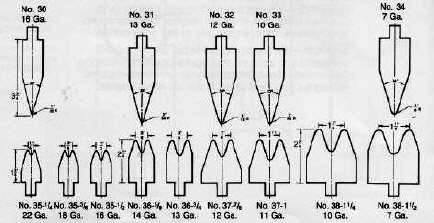
85º - 90º PUNCHES AND DIES
Punches and dies of this type are widely used to make bends of
85º - 90º or greater. By adjusting the ream, angles
greater than 85º - 90º are formed by air bending.
Air bending heavier gauges with these dies minimizes machine load
and material fracture. For the dies shown the die opening is eight
times metal thickness and will produce a bend where the inside
radius is approximately equal to metal thickness. Relief on the
sides of the No. 2 punch permits closer back gauging and longer
returns while maintaining load on the punch shoulders.
NOTE: Angles on die openings are the same as the corresponding
punch.
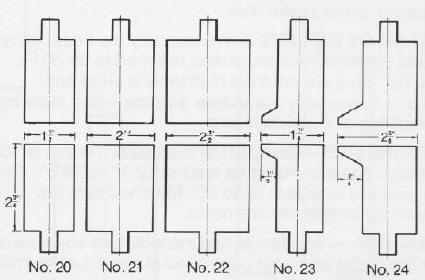
FLATTENING DIES
These dies are used to form a final hemming operation or particular
closure of previously formed acute bends. Both top and bottom
dies have the same number.
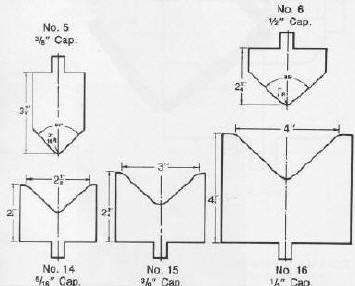
ACUTE ANGLE PUNCHES & DIES
Acute Dies are the most universal type of press brake die, and
are specifically recommended as a starter set. They are used to
make air-form bends from 30º to shallow bends, and also for
the first operation set in hemming. The degree of the formed angle
depends on the depth to which the punch enters the die opening.
All bottom dies cam be furnished with flat tops instead of tapered
sides for increased strength.
NOTE: All bottom die angles are 2º greater than the corresponding
punch.
HEMMING DIES
Hem is formed in two strokes in 18 gauge or lighter mild steel.


 Betenbender
Betenbender